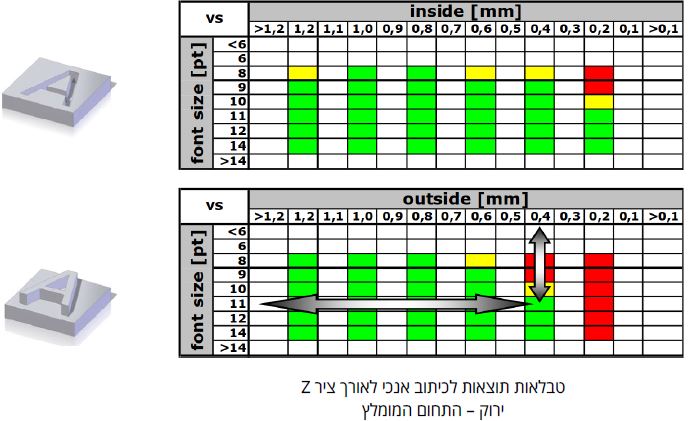
כיתוב בולט ושקוע בחלקי SLS
נבדק בשימוש בפונט Ariel בגדלים .14pt.-8pt כאשר גובה האותיות נע בין: 1.2-0.2 מ"מ.
הבדיקה נעשתה במצב מאונך ובמצב מאוזן כאשר הכיתוב פונה כלפי מעלה וכלפי מטה.
איכות הכיתוב המתקבל, שקוע או מובלט, תלוי בכיוון ההדפסה.
התוצאות הטובות ביותר מתקבלות כאשר הטקסט אנכי כלומר, הוא על הדופן המאוזנת בזמן ההדפסה. בתצורה הזו אין הבדל גדול בין כיתוב שקוע למובלט
כל עוד שומרים על שני כללים:
פונט הגדול מרוחב אות 0.6 מ"מ והבלטה או שיקוע הגדולים מ- 0.6 מ"מ, יש לשמור על מרחק מינימלי של 0.5 בין האותיות.
כאשר יש צורך לצבוע את החלק, מומלץ לבצע הבלטה / שיקוע של 0.8 מ"מ ומרחק מינימלי של 0.8 מ"מ בין האותיות.
הערה חשובה – בהדפסת כיתוב יש לשים לב לאיכות קובץ ה STL. כאשר הקובץ שמור ברישות גס, יתכן שחלק מהפרטים ייעלמו בייצור.
עוביי דופן
חלקים דקי דופן מומלץ לתכנן לפחות 1.5 מ"מ כדי לשמור על דיוק ולמנוע עיוותים ופגמים בחלק. שמירה על עובי דופן אחיד נותנת חלקים מדויקים יותר.
בחלקים גדולים, דופן עבה במיוחד עלולה לגרום לעיוותים בחלק בגלל התכווצות הפלסטיק בעת הקירור ולכן מומלץ לשקול תכנון חללים פנימיים לשחרור המאמצים.
פינים
בתכנון פינים, מומלץ לא לרדת מקוטר של 1 מ"מ!
הסטייה המקסימלית יכולה להגיע ל- 0.3 ± מ"מ.
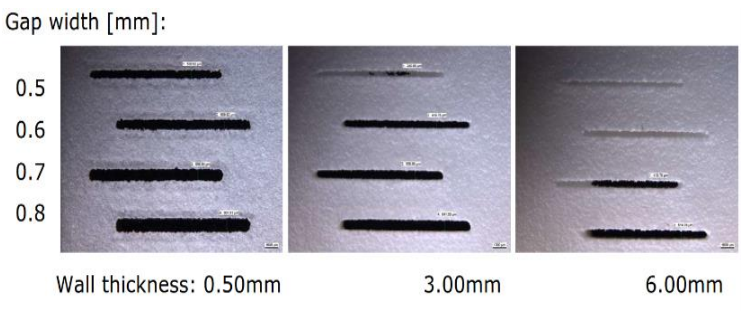
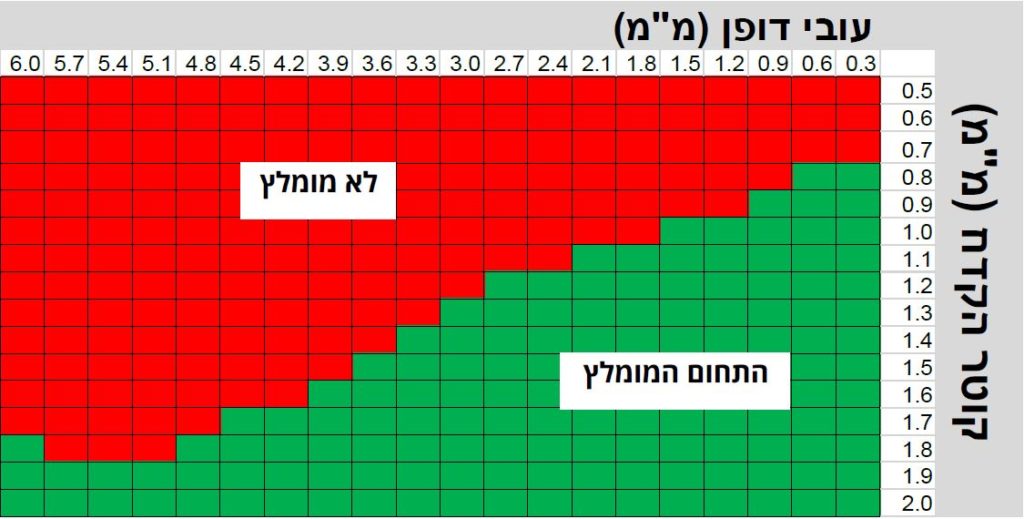
חריצים
ככל שעובי הדופן דק יותר, הרזולוציה המתקבלת טובה יותר.
איכות החריצים המתקבלת תלויה ביחס בין עובי הדופן לגודל החריץ:
• עבור חריץ במרווח של 5.0 מ"מ, מומלץ עובי דופן קטן/שווה ל- 1.8 מ"מ.
• עבור 0.6 מ"מ, מומלץ עובי דופן קטן/שווה ל 3.6 מ"מ.
• עבור 0.7 מ"מ, מומלץ עובי דופן קטן/שווה ל 4.2 מ"מ.
קדחים
כדי לקבל קדחים ברזולוציה טובה יותר יש להגדיל את קוטר הקדח או להקטין את עובי הדופן (עובי דופן
מינימלית 0.8 מ"מ).
הערה – איכות הקדחים יכולה להיות מושפעת מגורמים נוספים כגון מיקום החלק על המגש, זווית הקדח ביחס לכיוון
ההדפסה ועוד. כאשר יש חשיבות לקדחים עגולים ומדויקים, מומלץ לתכנן מראש עיבוד משלים על מנת להביא את הקדח
למידות הרצויות.
הדבקת חלקים
חלקי SLS ניתן לחבר בהדבקה בעזרת מגוון חומרים. בהכנת אזורי החיבור יש להקפיד על מרווח של 0.3 מ"מ
ולתכנן משטח חפיפה הגדול פי 3 עד 5 מעובי הדופן (T). ניתן לקבל יעוץ מארן בנושא סוגי הדבקים המתאים
ליישום.
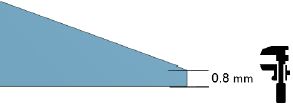
שפות חדות
בתהליך ה SLS נקבל תמיד שפות חדות כשהן מעוגלות ברדיוס
מינימלי של 0.3 -0.4 מ"מ. בשפת זרימה חדה, עדיף לבצע קיטום לעובי מינימום של 0.8 מ"מ.
חללים סגורים
חללים סגורים לא ניתנים לניקוי לאחר ההדפסה ונשאר בהם חומר במצב אבקה השוקל כ 50% ממשקל
החומר המוצק. ניתן להוסיף פתחים טכנולוגים לניקוי והסרת האבקה ולאחר מכן לאטום את החלק בהדבקה.
עבור פתח ניקוי אחד נדרש קוטר מינימלי של 4 מ"מ.
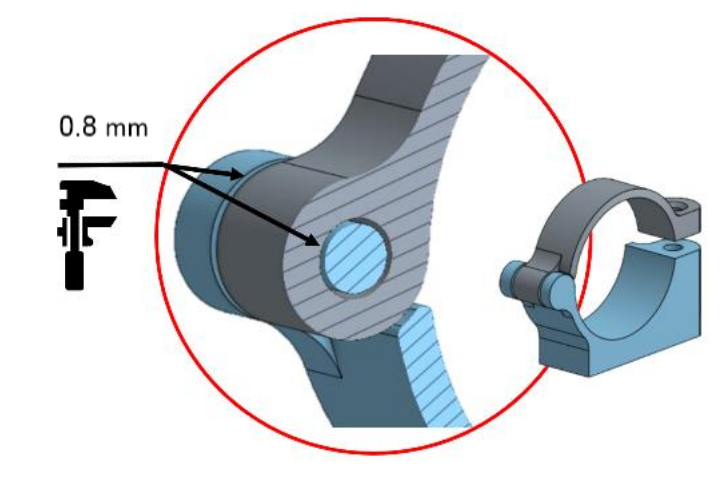 הרכבה
הרכבה
הדפסת חלקים מורכבים – תהליך הייצור ב SLS מאפשר הדפסת
הרכבה הכוללת צירים וחלקים נעים. יש לבדוק היתכנות עם ארן לפני הזמנת ההדפסה!
על מנת להדפיס הרכבה כיחידה אחת, חובה לדאוג למרווח של
מינימום 0.8 מ"מ בין החלקים השונים כדי להבטיח שחרור וקבלת
חופש תנועה לאחר הייצור. נא לעדכן את ARAN לפני תהליך הייצור
על הכוונה להדפיס את כל החלקים כהרכבה אחת ולבדוק עם ARAN
האם צפוי קושי בשחרור החלקים! בעת שמירה ל STL ,יש לבחור באפשרות לשמור כהרכבה.
הדפסת חלקים מורכבים במצב מפורק – יש לשמור על טולרנסים של 3.0 מ"מ כדי להבטיח התאמה. בחלק
מהמקרים, ניתן לקבל התאמה הדוקה יותר על ידי עיבוד משלים. בגלל תכונת ההתכווצות של הפלסטיק ומיקום
החלקים השונים בג'וב יתכן שלא תהיה התאמה מושלמת בין חלקים מודפסים.